Main вал :Mматериалът е 50Mn висококачествена въглеродна структурна стомана, със съдържание на C в диапазона от 0,48 до 0,56%, съдържание на Si в диапазон от 0,17 до 0,37%, съдържание на Mn в диапазон от 0,7 до 1,0%, съдържание на S в диапазон от по-малко от 0,035%, съдържание на P в диапазон от по-малко от 0,035%, и съдържание на Cr, вариращо от по-малко от 0,25 до 0,30%, съдържание на Ni, вариращо от по-малко от 0,30%, и съдържание на Cu, вариращо от по-малко от 0,25%. Сред тях Mn е важен елемент в легираната стомана, която може да подобри пластичността и пластичността на материала, да осигури достатъчна здравина и устойчивост на износване.След термична обработка стоманата 50Mn има висока якост и твърдост, отлично проникване, дълбок втвърдяващ слой и фина перлитна текстура и добри механични характеристики.
Стандартите за проектиране на главния вал изискват дълбочина от 2 до 7 мм втвърдяващ слой и твърдост на темпериране от 50 до 62 HRC.
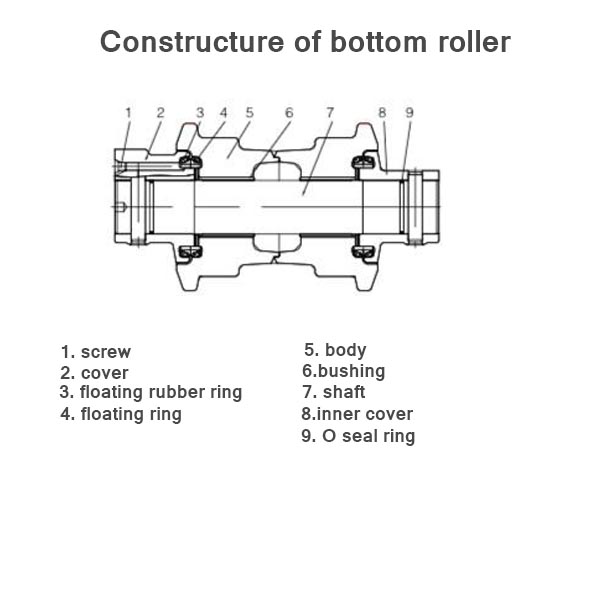
Тяло :За да се подобри устойчивостта на износване наtстелажен валяк's тяло, материалът е конструкционна стомана от легирана 40Mn2, със съдържание на C в диапазона от 0,37 до 0,44%, съдържание на Si в диапазон от 0,17 до 0,37%, съдържание на Mn в диапазон от 1,4 до 1,8%, съдържание на P в диапазон от по-малко от 0,030% и съдържание на S в диапазон от по-малко от 0,030%.
The долен валяктялото е формовано с процес на коване. След формоването грубото тяло на колелото се темперира, за да се постигне твърдост от 26-32HRC, за да се поддържа висока якост, пластичност, издръжливост и цялостно механично представяне вътре в тялото на колелото.Повърхността на корпуса на колелото е подложена на закаляване, за да се увеличи твърдостта и устойчивостта на износване на повърхността на релсата на опорното колело. Твърдостта на закаляване е 50-58HRC, с дълбочина 6-12 mm.Това води до основно сходство между твърдостта на повърхността на релсата и твърдостта на връзката на веригата (48-58HRC).
Тюлен:Размерът и грапавостта на повърхността наО-пръстентрябва да съответства на проектните изисквания. Свързващата повърхност трябва да е закръглена и трябва да има почистени всякакви неравности и остри ръбове.
Плаващо гумено уплътнение и O-пръстентрябва да бъдат избрани от висококачествен бутилов каучук. Вътрешният диаметър, размерът на резбата, еластичността, твърдостта (по Шор) и повърхностното покритие трябва да отговарят на стандартите.Преди сглобяването, всички горепосочени елементи трябва да бъдат проверени и квалифицирани в съответствие с горните стандарти преди монтажа.
празнина :Хлабината между главната ос на оста и лагера на главината наваляктялото трябва да бъде 0,2-0,4 мм. При въртене не трябва да има блокиранепроблеми добро уплътняване, без изтичане на масло.
Смазване :Лагерното масло впистова ролкаr трябва да се инжектира с помощта на маслена помпа. Когато е необходимо, вискозитетът на смазочното масло може да бъде увеличен по подходящ начин.Преди впръскване на лагерното масло остарялата смазка трябва да се източи.След това новата смазка трябва да се добави към отвора на пробката за масло, докато маслото изтече.Когато инжектирате смазочното масло, винтът на капачката на главината трябва да се отстрани и краят за смазване на устройството за смазване трябва да се притисне към рамото в масления канал. Моментът на затягане на пробката за масло трябва да се контролира между 157-255 Nm.
Време на публикуване: 05 април 2023 г



